 你所在的位置:
你所在的位置:1.氧化鋅避雷器的應(yīng)用
針對(duì)國(guó)內(nèi)現(xiàn)役城鄉(xiāng)電網(wǎng)落后,嚴(yán)重影響國(guó)民經(jīng)濟(jì)開(kāi)展的狀況,從今年下半年初步國(guó)家在“九五"計(jì)劃后三年投入2500億人民幣用于城鄉(xiāng)電網(wǎng)的改造,為氧化鋅避雷器拓荒了更為寬廣的市場(chǎng),它在未來(lái)數(shù)年內(nèi)的飛速開(kāi)展是可以預(yù)見(jiàn)的。
交流復(fù)合外套無(wú)空地氧化鋅避雷器(以下簡(jiǎn)稱復(fù)合外套氧化鋅避雷器)是90年代以來(lái)在國(guó)內(nèi)興起的一種新產(chǎn)品,產(chǎn)品從低壓已逐步擴(kuò)展到中高電壓領(lǐng)域,國(guó)內(nèi)我廠家如西安高壓電瓷廠.西安電瓷研究所﹑撫順電瓷廠已成功地出產(chǎn)出了500kV的復(fù)合外套氧化鋅避雷器。
復(fù)合外套氧化鋅避雷器以其簡(jiǎn)練的結(jié)構(gòu)、優(yōu)勝的功用關(guān)于占據(jù)低壓這片寬廣的市場(chǎng)具有很大潛力。優(yōu)選材料、安穩(wěn)工藝是其斌速開(kāi)展的要害。而逐步完結(jié)機(jī)械化出產(chǎn)及流水線出產(chǎn)則是確保產(chǎn)品質(zhì)量,下降成本的有用方法。
作為復(fù)合外套氧化鋅避雷器的首要都件—閥芯的預(yù)拼裝是制品避雷器制作的至關(guān)重要的一環(huán),閥芯的預(yù)裝成型包括除爬距.抗污穢等與外共直接相關(guān)的參數(shù)外一切制品避雷器的特性參數(shù),對(duì)閥芯預(yù)拼裝質(zhì)量的有用操控為大批量出產(chǎn)復(fù)合外套氧化鋅避雷器造就了很好的條件,選用嚴(yán)厲的閥芯質(zhì)量檢測(cè)工序,是各避雷器出產(chǎn)廠家的明智行動(dòng)。
2.閥芯預(yù)拼裝的質(zhì)量要求
閥芯的電器功用底子覆蓋了避雷器的首要功用,它的好壞決議著制品避雷器質(zhì)量的好壞。
在對(duì)電阻片,端子等諸零件及材料質(zhì)量嚴(yán)厲操控的情況下,預(yù)拼裝工藝應(yīng)滿足如下幾點(diǎn)首要要求:
①閥芯兩頭(即兩金屬端子之同相對(duì)干其間電阻片)應(yīng)具有滿足的軸向壓力(不小于0.18MPa);
②相鄰電阻片間或電阻片與金屬端子之同盡量沒(méi)有空地(接觸不小于85%).片間特別不能滲入絕緣物質(zhì)。
③閥芯最好能為一體,沒(méi)有或很少有剩余空間存在﹔
④閥芯關(guān)于外界應(yīng)有滿足強(qiáng)度的密封.不得使外界濕潤(rùn)空氣進(jìn)到襄敷物質(zhì)與電阻片的界面之間;
⑤閥芯組臺(tái)合后盡量是一個(gè)同軸度較為志向的柱體,不應(yīng)呈現(xiàn)過(guò)火曲折,傾倒現(xiàn)象。
上述要求與終究的制品避雷器質(zhì)量有直接關(guān)系,只需保待住了閥芯軸向應(yīng)有的壓力(如D3片應(yīng)大于1.7MPa),才華確保片問(wèn)的接觸電阻小于額定值;假設(shè)片間接觸面積小于85%,則制品的部分放電量有或許超標(biāo),一旦空地中漫人絕緣物質(zhì)v將嚴(yán)重影響其通流才華;當(dāng)端千與電阻片疊成與絕緣層制成的閥芯結(jié)合嚴(yán)密無(wú)間,混然一體時(shí)其曲折,抗壓強(qiáng)度為最高,當(dāng)其別離而有大的空地時(shí)其弩曲.抗壓強(qiáng)度將明顯下降;假設(shè)電阻片與絕緣層中心的界面沒(méi)有很好的密封,因其質(zhì)料不同而熱脹冷縮不一發(fā)生的呼吸現(xiàn)象,易將外界濕潤(rùn)空氣吸入?yún)s極難將水氣排出,這些水分子依附在界面里,會(huì)形成1rnA電壓明顯下降,漏電流大幅添加,以致使部分制品避雷器成為廢品。個(gè)別小廠家誤將該改變進(jìn)程認(rèn)定為“時(shí)效期”,其實(shí)就是此種原因所形成的﹔當(dāng)各電阻片探放同軸度差錯(cuò)過(guò)大時(shí)會(huì)部分減小有用接觸面.重要的是會(huì)形成包敷硅橡膠時(shí)絕緣層厚度不均,或施工中易受壓開(kāi)裂。
3現(xiàn)在盛行的幾種閥芯預(yù)拼裝方法
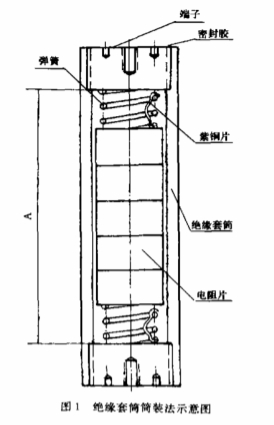
3.1絕緣套筒筒裝法
此法實(shí)為瓷套拼裝整支避雷器的翻版.工藝?yán)系健,F(xiàn)在最為盛行。此法的最大長(zhǎng)處是工藝?yán)系剑囱b規(guī)范。最大缺點(diǎn)是電阻片外徑與套筒內(nèi)徑空地大,當(dāng)壓注橡膠時(shí),壓力不均勻便極易在A區(qū)域(如圖一所示)發(fā)生縱向裂紋。此外,其準(zhǔn)備工序多,零部件多,亦需車制必定精度的表里螺紋,其成本偏高。
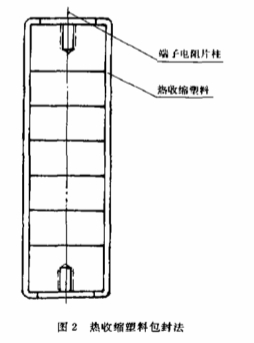
3.2熱縮短塑料包封法
加工時(shí),將內(nèi)徑大干電阻片外徑的輻射交聯(lián)聚乙烯耐高電壓熱縮短管套在端子與電阻片柱的外面,且兩頭長(zhǎng)出必定尺寸,然后對(duì)塑料管噴純凈火焰或?qū)⑵湔w放入枯燥箱內(nèi)加溫。待塑料管受熱縮短后將端子與電阻片箍緊成一體,與筒裝法相比,此法零件少,操作簡(jiǎn)練。但因其軸向壓力松懈使接觸壓力明顯缺乏、且端子不易固定,再者因塑料外表過(guò)火光滑與硅橡膠不易親合,故已很少有廠家采用。
3.3增強(qiáng)塑料注塑成型法
其方法是將端子、電阻片柱稍作處理,整體放入模具、一次注塑成型,若選用一股模具則軸向壓力無(wú)祛確保,若確保軸向壓力則模具相對(duì)凌亂,其觸及的工序較多且占用大型投備,其成本較高。
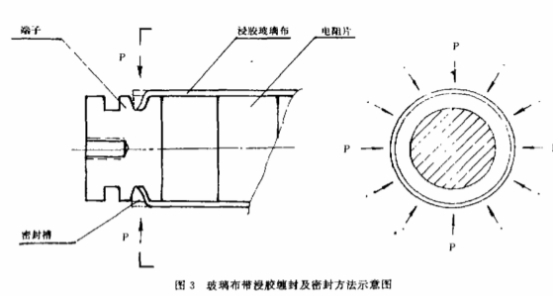
3.4玻璃布帶浸膠纏封法
其方法是將端子與電阻片組合好,外面依次盤繞涂有絕緣環(huán)氧樹(shù)脂膠的玻璃布條帶,經(jīng)固化后成為一個(gè)由玻璃鋼包娶的整體閥芯。其抗壓.抗拉、曲折強(qiáng)度均很超卓。此法操作單一,產(chǎn)品結(jié)構(gòu)簡(jiǎn)略,成本低價(jià),易于批量生產(chǎn),其開(kāi)展?jié)摿艽蟆?/span>
4.玻璃布帶漫膠纏封法現(xiàn)存問(wèn)題及處理方法
玻璃布帶浸膠纏封法(以下簡(jiǎn)稱纏封法)是跟著復(fù)合外套避雷器呈現(xiàn)面最早發(fā)生的方法之-。因產(chǎn)品質(zhì)量不可安穩(wěn),逐步被拋棄了.許多廠家又長(zhǎng)起了老到的簡(jiǎn)裝法。究其原因.筆者以為,它的失利不在于此法本身,而在于具體操作工藝上的不規(guī)范.手工操作量大.隨意性大,加工工裝不盡合理。
比方玻布帶手工涂抹膠液使膠量或多或少;布帶所加張力或大或小;盤繞距離或?qū)捇蛘r疊放芯柱曲直不一;纏填密封槽的方法形形色色,致使端子與電阻片連接力不均勻.密封不良.再有,其固化前兩頭軸向力的驟然卸壓極易使外層膠液被吸入片間形成絕緣層。這些不規(guī)范的操作是形成閥芯質(zhì)量不安穩(wěn)的主要原因。
處理的方法是變隨意性大的平工操作為規(guī)范化的機(jī)城加工,現(xiàn)在西安飛機(jī)工業(yè)公司下屬-廠家研制出一種專用于此法的專利設(shè)備.其主要特點(diǎn)是:該設(shè)備把浸膠與盤繞合二為一,使布帶的涂膠及對(duì)芯柱的纏封一次完結(jié).并可調(diào)整膠量及涂膠與不涂膠層數(shù);運(yùn)用靠模將金屬端子和電阻片疊放規(guī)整并與機(jī)械旋轉(zhuǎn)中心相一致;確保閥芯在固化之前軸向不卸壓;并可以方便地選用有用方法將布帶邊際一次性嵌入密封槽(如圖3所示)。
這一設(shè)備的面世,將會(huì)給纏封法的再度推行帶來(lái)一次時(shí)機(jī)。對(duì)于復(fù)合外餐氧化鋅避雷器,特別是35kV以下系列產(chǎn)品的批量生產(chǎn)有很大推進(jìn)作用。
5結(jié)語(yǔ)
復(fù)合外套氧化鋅避雷器閥芯預(yù)拼裝是避雷器生產(chǎn)中的要害工序之一,比照現(xiàn)在盛行的幾種預(yù)裝法,以盤繞法成本最低.只需選定志向設(shè)備材料﹑合理操作,就可以確保產(chǎn)品質(zhì)量井保持穩(wěn)定。
在預(yù)裝好的閥芯外外表有必要涂敷相應(yīng)的偶聯(lián)劑·才華確保其與硅橡膠的緊密結(jié)合。不然,將是復(fù)臺(tái)外套氧化鋅避雷器質(zhì)量惡化的又一危險(xiǎn)。在此不予贅述。